Agordita dezajno biera vitra botelo krona ĉapo
Materiala Analizo
Kromizita plato kaj metodo por produkti la saman, kaj metodo por produkti kronkovrilon.
La produktadmetodo inkluzivas la paŝojn de: ŝtalfarado, varma laminado, peklado de malvarma rulado, kontinua recocido kaj ebenigado.En la nuna invento, la kalcia temperaturo en la kontinua retiriĝa procezo estas ĝustigita, tiel ke la malvarm-rulita folio estas en meza kalcia stato, kaj parto de la nerekristaligita strukturo estas retenita.Tiamaniere, la forto-nivelo de la strio estas garantiita, kaj samtempe, la strio havas certan plilongiĝon por certigi sian deforman kapablon dum la stampa procezo.
[Patenta Priskribo]
Kromkovrita telero kaj metodo de fari la saman, kronokovrilo
teknika kampo
La invento apartenas al laktoŝtalo teknika kampo, esti specife rilata al speco de kromata plato kaj fabrikado metodo de ĝi, krono kovrilo.
[Fona tekniko]
Pro havi bonan sigelan rendimenton, krona ĉapo povas konservi premon kaj kvaliton kaj guston senŝanĝe dum longa tempo, do ĝi estas vaste uzata en industrioj kiel biero kaj karbonigitaj trinkaĵoj pakitaj en vitroboteloj, kaj en kiu bierindustrio estas la ĉefa.La krona kovrilo estas stampita stanplato, ĝenerale farita el T4-materialo kun dikeco de 0.22~0.24mm kaj malmoleco de HR30Tm de 61 ± 3. Estas du specoj de surfaca tegaĵo: stanada (SPTE) kaj kromata (TFS) .Kun la disvolviĝo de la nutraĵa pakaĵindustrio, oni proponas redukti la dikecon de la krona kovrilo, pliigi la forton kaj uzi malaltkostan kroman tegaĵon (TFS) anstataŭ stanan tegon.
Metala presado malofte estas la presado de finaj produktoj, sed ofte estas integra parto de la prilaborado de diversaj ujoj, kovriloj, konstrumaterialoj, hejmaj elektraj aparatoj, mebloj, nomplatoj kaj diversaj diversaj provizoj.vivo estas la ĉefa celo.Tial, por veki la deziron de konsumantoj aĉeti kaj plibonigi la vendan valoron de varoj, kiel rimedo de reklamado, oni devas efektivigi novajn bindigajn dezajnojn kaj delikatan presadon.Tiamaniere, metala presado fariĝas pli grava.
Specifo de Produkto
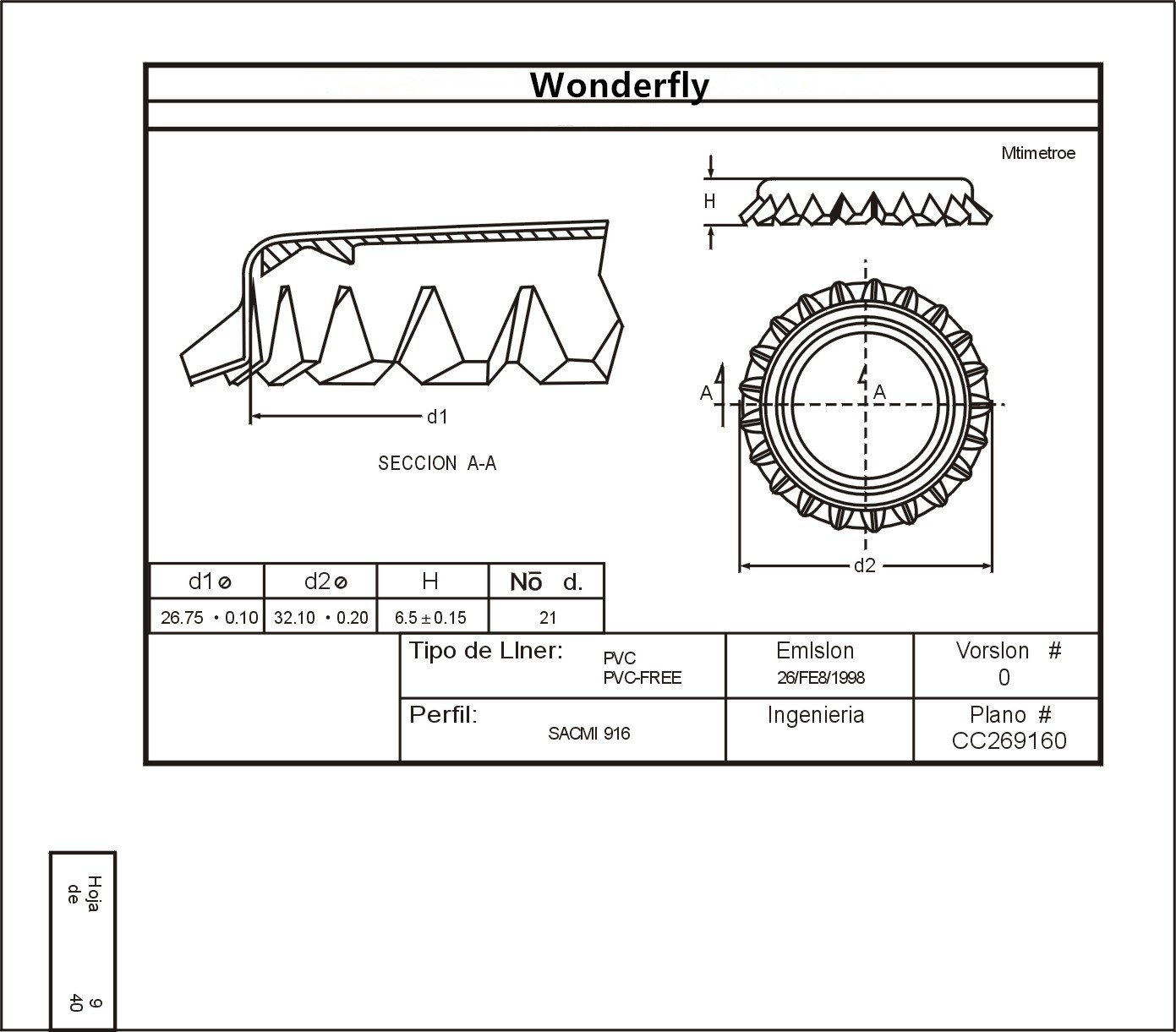
| Nomo de la produkto | crpropra ĉapo | Nombro de Flutoj | 21 | |
| Liner | PE | Pecoj per Kartono | 10000 | |
| Materialo | Stanplato kaj ferokromo tegita | Kartona Pezo (KG) | 25 | |
| Interna Dia (min.) (mm) | 26,75±0,03 | Kartona Dimensio | 55*35*30cm | |
| Kapalteco (mm) | 6,00±0,07 | Tipo de presado | Agordu kolorojn | |
| Ekstera Dia. (mm) | 32,10±0,20 | Pakado | Blanka polisako, tiam pakita en kartono. | |
| Uzado | Bottles.biero,Akvo.Suko, mola trinki | Karakterizaĵo | Ne Verŝado | |
| CustomigitaOrdo | Akceptu | Loko de Origino: | Ŝandongo, Ĉinio | |
| Komerca nomo | Gajnisderfly | Model Number | WDF-02 | |
| Koloro | Personigita | Size | 26mm | |
| Apliko | Bottle uzado | MOQ | Pure koloro: 100,000 pcsPropra emblemo:300,000 pecoj | |
| Logo | Propra emblemo | Specimeno | provizita | |
| Pakado kaj livero | Paka Detalo.10,000-pecoj/karto.Unue, blanka polisako, poste pakita en kartono. | |||
| Haveno | Qingdao, Tianjin | |||
Parkado Kaj Livero
Plumbotempo
| Kvanto (pecoj) | 1 - 100000 | > 100000 |
| Est.tempo (tagoj) | 7 | Intertraktenda |
Bilda Montro

Metalaj presitaj produktoj ĝenerale devus havi la jenajn karakterizaĵojn:
①Brilaj koloroj, riĉaj tavoloj kaj bonaj vidaj efikoj: Se la metala materialo estas kromkovrita ŝtalo, ĉar la surfaco estas kromkovrita, ĝi havas ekbrilan kolorefekton.

②Bona procesebleco de presaj materialoj kaj diverseco de modela dezajno;metalaj presaj materialoj havas bonajn mekanikajn proprietojn, prilaborajn kaj muldajn ecojn, kaj metalaj pakaĵaj ujoj povas realigi novajn kaj unikajn modelajn dezajnojn kaj produkti diversajn specialformajn cilindrojn, ladskatolojn, skatolojn.kaj aliaj pakaj ujoj, por atingi la celon plibeligi la varon kaj plibonigi la konkurencivon de la varo;

③ Kontribua al la realigo de la uzvaloro kaj arto de la varo: la bona rendimento de la metala materialo kaj la bona eluziĝorezisto kaj fortikeco de la presa inko ne nur kreas kondiĉojn por la realigo de unika dezajno kaj delikata presado, sed ankaŭ plibonigas. la fortikeco de la varo.Ĝi povas pli bone reflekti la uzvaloron kaj arton de varoj.


Bilda Montro
La produktada procezo kaj kvalito de la krona ĉapo:
Botelĉapoj: Botelĉapoj estas botelĉapoj kun grandecoj, materialoj de diversaj grandecoj, bulking, kaj tegaĵopretigo por formi botelĉapon kun certa ekstera diametro, alteco, kaj jupdentoj.
Specimenoj

Ni povas provizi SENPAGAjn specimenojn.La nombro da specimenoj, kiujn ni provizas, sufiĉas por testi la kvaliton de la produkto.Kutime necesas 1 tagoj por fini la specimenojn.La specimena livertempo ĉirkaŭ 3-5 tagoj.
Produkta medio